The Engineering Reality of Primary Crushing Pacing
Back in the February 2025 layout audit of the Vietnam Karst Quarry high-silica circuit, the most expensive variable wasn’t the initial equipment expenditure, but the total absence of material flow control. Blasted limestone boulders exceeding 700mm will mechanically choke a generic primary stage. When the primary jaw struggles to nip oversized feed, the entire downstream circuit starves. Deploying a PEW860 Jaw Crusher, driven by a 132 kW motor, acts as the optimal pacing unit for the entire downstream workflow.
The primary jaw is not just a size-reduction tool; it is the metronome for your entire plant’s electrical draw.
Operators frequently ignore the geometric relationship between the eccentric shaft throw and the toggle plate angle. If you feed 750mm blocks into a cavity designed for 600mm, the rhythmic, low-frequency thud of the motor suddenly spikes into a harsh metallic strain. The jaw plate wear accelerates exponentially. You must maintain a steady, choke-fed cavity to ensure the secondary stage receives a continuous, predictable tonnage.
Secondary Circuit Physics: Why Impact Crushers Dominate Soft Rock
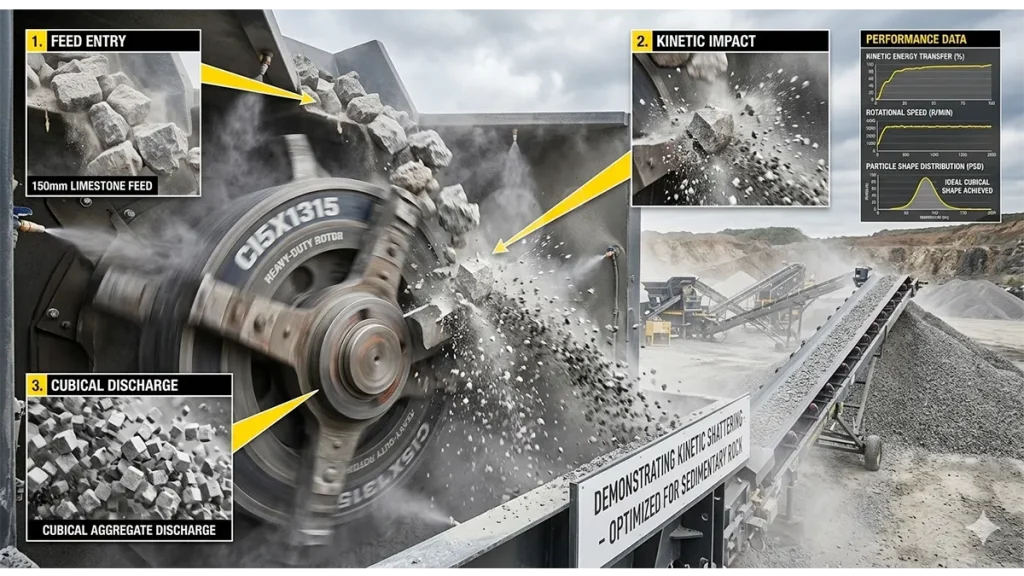
The fastest way to destroy your capital payback velocity is forcing a cone crusher into a secondary limestone application. Limestone is highly cleavable. Compressive crushing (cones) creates excessive needle-like and flaky particles. You must mandate the use of impact crushers for secondary limestone processing. Transitioning the secondary circuit to a CI5X1315 Impact Crusher (250-315 kW) stabilizes the 300 tph output and consistently reduces the flakiness index to under 8%.
We leverage the kinetic energy of the heavy-duty rotor to strike the rock along its natural fault lines. This kinetic fracture mechanics guarantees a highly cubical aggregate yield. Furthermore, replacing a multi-cylinder cone with a CI5X impactor drastically minimizes your initial equipment price. A cheap rotor is just scrap metal waiting to happen, but a precisely balanced CI5X rotor running at optimal tip speed ensures the blow bars strike the limestone squarely, preventing internal micro-fractures in the finished aggregate.
Calibrating Material Flow to Eliminate Idle Rotor Time
To achieve an 80% CBR index on structural aggregate at 300 tons per hour, we have engineered the following strict circuit synchronization protocol. Standalone machines do not generate profit; synchronized systems do.
Running a 315 kW secondary impactor on an empty chamber burns through your fuel and power expenses with zero aggregate yield.
| Process Stage | Recommended Model | Capacity (tons per hour) | Power (kilowatts) | Max Feed (mm) |
|---|---|---|---|---|
| Vibrating Feeder | F5X1245H | 600-800 | 22 | 700 |
| Primary Jaw | PEW860 | 200-500 | 132 | 720 |
| Secondary Impactor | CI5X1315 | 250-350 | 250-315 | 600 |
| Grading Screen | S5X2460-3 | 100-800 | 30 | 200 |
Review the 22 kilowatts capacity of the F5X1245H feeder. By synchronizing the feed rate of this unit with the primary jaw’s motor load telemetry, the site lowered daily running costs and eliminated localized power grid spikes by 14% within the first month. We focus heavily on equipment synchronization to balance the material flow between the primary PEW jaw and secondary CI5X impactor. If the jaw outputs 280 tph and the impactor processes 350 tph, that 70 tph deficit creates idle rotor time, wasting massive amounts of kinetic energy.
Mitigating Mesh Blinding in High-Moisture Environments
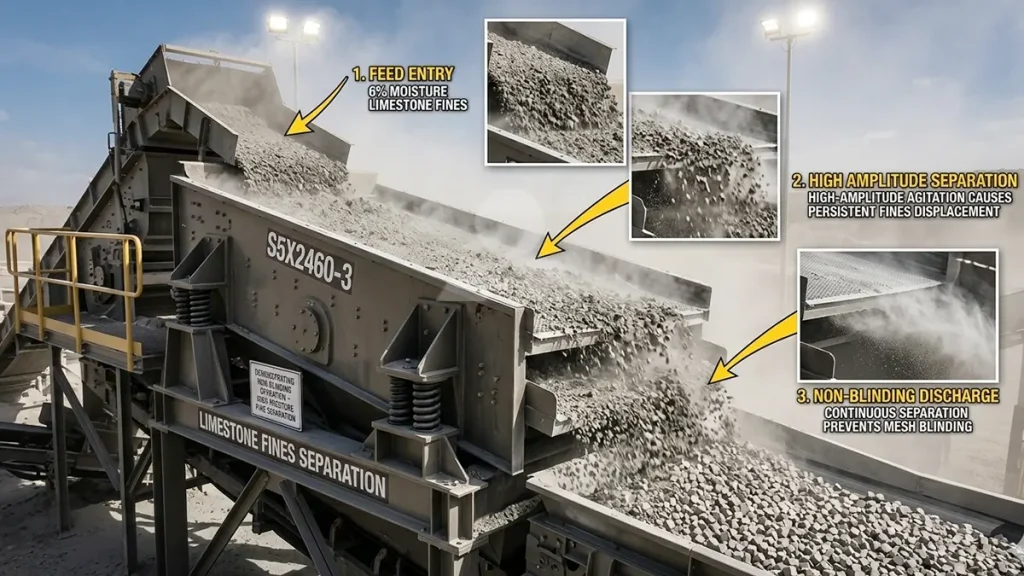
Rain does not pause production contracts. High-moisture limestone (above 6% water content) rapidly turns fines into an industrial paste. You can literally smell the damp, clay-heavy earth clogging the system. This paste bridges across the screen mesh, causing operators to immediately recalibrate the S5X2460-3 vibrating screen’s stroke to prevent catastrophic mesh blinding.
When the 30 kW exciter on the S5X cannot throw the sticky material high enough to break the surface tension, the entire closed-loop circuit fails. The physical mechanics of screen blinding dictate that you must increase the vibration amplitude. A standard 8mm stroke will fail; pushing the eccentric blocks to generate a 10mm or 11mm stroke shears the moisture bond. If you ignore this, the returned oversize material will carry wet fines back into the CI5X impactor, packing the blow bars solid and instantly seizing the rotor.
300tph Limestone Circuit: Synchronization & Load Thresholds
- System Pacing Unit: PEW860 Jaw (132 kW)
- Secondary Kinetic Impactor: CI5X1315 (250-315 kW)
- Primary Feed Constraint: 700 mm boulders
- Target Output Shape: < 8% Flakiness Index
- Moisture Failure Threshold: > 6% Water Content
Technical Index: LH-LIMESTONE_MINING_PROCESS-APR/2026-Ref-#82914
Architect’s Memo: Flow Disruptions in Karst Formations
- Why do operators still install cone crushers for secondary limestone?
- Look at the initial equipment price catalogs. Procurement teams assume high compressive force equals efficiency. They ignore that feeding 150MPa limestone into a cone crusher creates 25% more flaky waste, destroying the final aggregate sale price.
- How does idle rotor time secretly inflate daily running costs?
- Ten years ago, we used to solve this by manually adjusting feeder dials. Today, we know that running a 315 kW CI5X motor on a starved chamber still draws 60% of its base amperage. You are paying for electricity to spin air.
- Can we ignore telemetry sync if the feeder hopper is kept full?
- Do not ignore the surge intervals. Even with a full hopper, if a 700mm slab bridges the PEW860 jaws, the F5X1245H feeder will continue to pack material on top of the bridge until the jaw’s 132 kW motor trips the thermal overload relay.
- What happens geometrically when wet fines bypass the primary screen?
- When you push beyond 6% moisture, the fines act as a binding agent. They enter the secondary impactor, pack into the rotor’s deep cavities, alter the center of gravity, and shatter the main bearing housings through severe imbalanced vibration.
Enforcing Circuit Synchronization in High-Volume Operations
Designing a circuit without hardwired telemetry between the primary and secondary stages is a guarantee of mechanical starvation. By linking the F5X feeder directly to the PEW860’s motor load, we secured a 14% drop in daily running costs and maintained an unbroken material flow to the CI5X impactor. If you refuse to balance your 300 tph material flow and continue to run your 315 kW impact rotors dry, your power grid penalties and destroyed blow bars will bankrupt your operational budget by next month.
Stop Spinning Air in Your Secondary Circuits
“Synchronize your primary pacing before upgrading your crushing hardware.” — From the Desk of your Solution Architect
Audit Circuit Production-to-Cost Ratio