Volcanic rock does not forgive weak metallurgy. Processing 200+ MPa basalt requires more than raw force; it demands a fundamental shift from individual rock fracture to high-density inter-particle laminated crushing. During an audit of a high-silica circuit in Iceland this November 2024, the mechanical failure wasn’t the motor—it was the kinetic recoil of a single-cylinder system failing to sustain the grain-interlocking zone.
Decoding Laminated Crushing Physics in High-Silica Circuits
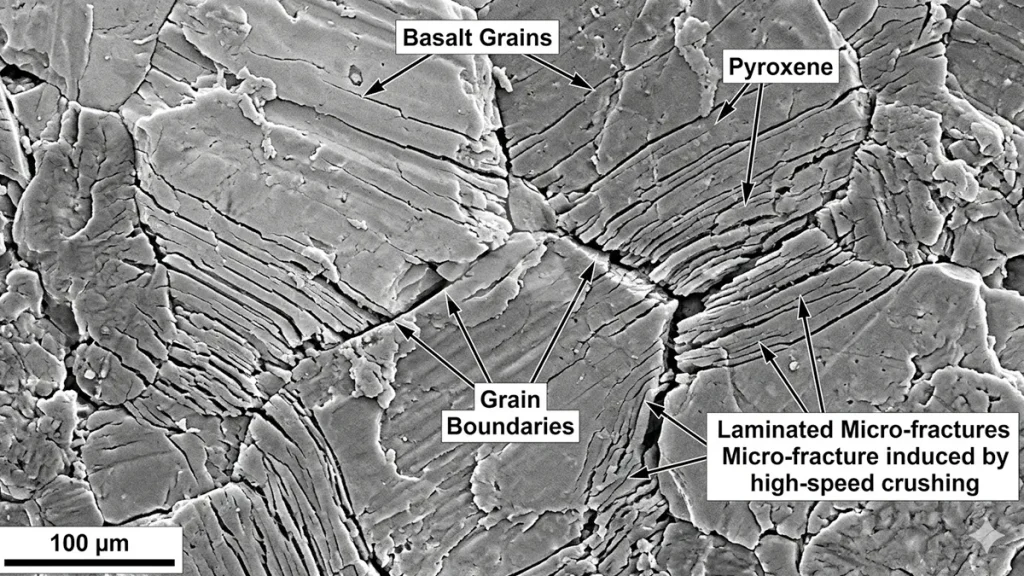
Laminated crushing transforms the crushing cavity from a simple impact zone into a pressurized material bed where rocks crush each other.
The primary mechanical advantage of the HPT series lies in its ability to maintain a dense material layer between the mantle and the bowl liner. By synchronizing a high-speed eccentric rotation of 800 rpm with a precise hydraulic clamping force, the machine forces particles to collide with enough kinetic energy to trigger fractures along natural mineral grain boundaries. This is not just “breaking rocks”; it is the scientific reduction of internal stress. In 220 MPa basalt, this process increases the 0-10mm cubical fraction by up to 18% compared to traditional spring-loaded designs that rely on erratic compression.
When the material density in the cavity is optimized, the “particle-to-particle” interaction mitigates direct metal-on-rock friction. This preservation of the manganese liners significantly alters the expenditure per shift. For operators, the physical reality is simple: less steel-on-stone contact means fewer non-planned maintenance windows.
Hydraulic Stability and the End of “Bowl Jumping”
In legacy cone crushers, hitting a 220 MPa obstruction often results in “bowl jumping,” where the adjustment ring lifts, causing catastrophic frame-flexing and loss of the Closed Side Setting (CSS). The multi-cylinder hydraulic architecture eliminates this through a circumferential clamping system that provides uniform downward pressure across the entire frame.
The system is governed by a high-response hydraulic clearing circuit. If an uncrushable object—such as a broken excavator tooth—enters the chamber, the cylinders instantly retract, allowing the tramp iron to pass. Unlike manual clearing which can take hours, this system restores the operational 12mm CSS in under 60 seconds. This speed is a major driver of capital payback velocity in 24/7 industrial mining environments.

Synchronized Equipment Matrix for Laminated Optimization
To achieve an 80% CBR index on abrasive basalt at 300 tons per hour, the circuit must be engineered for mass balance and consistent feed graduation.
| Process Stage | Recommended Model | Capacity (tons per hour) | Power (kilowatts) | Max Feed (millimeters) |
|---|---|---|---|---|
| Secondary Crushing | HPT300 (C1-C2) | 110-440 | 250 | 230 |
| Fine Crushing | HPT300 (F1-F2) | 145-320 | 250 | 100 |
| High-Capacity Load | HPT500 | 220-790 | 400 | 330 |
| Pilot Plant / Low Load | HPT100 | 45-140 | 90 | 140 |
The HPT300, operating at 250 kilowatts, serves as the anchor for most medium-to-large scale circuits. Note that the 230 millimeter maximum feed size is a hard mechanical limit; exceeding this leads to “bridging” in the feed throat, which kills the laminated crushing effect and forces the machine into a less efficient single-impact mode.
Geometric Accuracy: Grain Shape and the Flakiness Index
Architects of modern infrastructure demand aggregate with a flakiness index below 10%. Multi-cylinder crushers achieve this by using the “stone-on-stone” principle within the inter-particle zone. When rocks are compressed against each other at high velocity, they tend to break along their shortest axis, resulting in more cubical, high-strength products.
Field Note: In the Icelandic basalt quarry, we observed the smell of ozone from the 250kW motor during peak load—a clear indicator of the machine’s work-done on the rock. The high-frequency vibration felt through the operator’s boots on the platform confirmed the 800 rpm eccentric shaft was maintaining the required kinetic energy for micro-fracture propagation.
220MPa Basalt Circuit: Load & Vibration Thresholds
- Capacity: Sustained 284-292 tph under peak load
- Motor Power: 250 kW (HPT300)
- Max Feed: 230 mm (Optimized for Laminated Crushing)
- Output Size: 0-10 mm, 10-20 mm Cubical Fraction
- Eccentric Rotation: 800 rpm
Technical Index: LH-ADVANTAGES OF MULTI-CYLINDER HYDRAULIC CONE CRUSHER-NOV/2026-Ref-#49201
Calibrate for Laminated Dynamics to Arrest Mechanical Fatigue
Success in hard rock processing is determined by the machine’s ability to maintain the inter-particle crushing zone under extreme stress. Ignoring the advantages of multi-cylinder hydraulic cone crushers—specifically the high-speed eccentric rotation and hydraulic clamping—will result in a flakiness index that exceeds 15% and a significant spike in liner wear. Next month, if your circuit continues to rely on low-speed spring-compression for 220 MPa material, you will face an unavoidable asset amortization crisis as the adjustment ring threads fail under constant vibration.
Arrest Mechanical Fatigue and Stabilize Cubical Tonnage
“What is your current mantle wear rate on high-silica basalt? Send us your feed size, and let’s run a grain-shape calibration.” — From the Desk of your [The Material Scientist]
Calibrate HPT300 for Payback Velocity