Are you struggling with the high logistical costs and time delays associated with transporting raw materials to stationary screening plants? For modern contractors, quarry owners, and mining engineers, moving heavy aggregates back and forth eats into profit margins and slows down project timelines. The most effective way to eliminate these bottlenecks is to bring the sorting equipment directly to the material. Investing in a high-quality mobile vibrating screen for gravel offers the ultimate flexibility, allowing you to classify, separate, and stockpile aggregates right on-site.
At Liming Heavy Industry, we specialize in engineering robust, high-capacity mobile screening plants designed to withstand the toughest environments across Africa, Southeast Asia, and South America. Our solutions are built to lower your operational costs while significantly boosting your daily gravel processing output.
Why Choose a Mobile Vibrating Screen for Gravel?
Processing river gravel, pit run, or crushed stone requires equipment that can handle abrasive materials continuously. A portable screening solution provides several distinct advantages over traditional stationary setups:
1. Unmatched Mobility and Quick Setup
Whether you choose a wheeled or track-mounted chassis, a mobile screen can be driven directly to the rock face or gravel pit. It requires no extensive concrete foundations and can be fully operational within hours of arriving on site, making it ideal for short-term contracting jobs or multi-site operations.
2. High Screening Efficiency and Accuracy
Equipped with advanced vibrating motors and multi-deck screen meshes, these machines provide precise classification of gravel into multiple usable sizes (e.g., 0-5mm, 5-10mm, 10-20mm). The adjustable vibration amplitude ensures that even damp or slightly clay-heavy gravel can be separated efficiently without blinding the mesh.
3. Significant Reduction in Transport Costs
By screening the gravel at the extraction point, you only transport the finished, valuable product to the market or next processing stage. This drastically reduces dump truck fuel consumption and wear-and-tear.

How the Portable Gravel Screener Works
The workflow of a mobile screening plant is designed for continuous, streamlined operation:
- Feeding: Raw gravel is loaded into the heavy-duty feed hopper via an excavator or wheel loader.
- Conveying: A belt conveyor transports the material up to the vibrating screen box.
- Screening: The screen box, powered by a robust motor, vibrates at a high frequency. As the gravel moves down the inclined decks, smaller particles fall through the meshes, while larger oversize stones are retained.
- Stockpiling: Integrated folding conveyors discharge the separated gravel into organized, distinct stockpiles around the machine.
Technical Specifications: Liming Mobile Screening Plants
Our mobile vibrating screens are highly customizable. Below are the general parameters for our popular series used in gravel processing:
| Model Series | Chassis Type | Max Feed Size (mm) | Capacity (t/h) | Screen Decks | Ideal Application |
|---|---|---|---|---|---|
| KE Series | Wheeled / Tire | 200 | 50 – 400 | 2 or 3 | Highway construction, standard gravel pits |
| K3 Series | Track-Mounted / Crawler | 250 | 80 – 450 | 2 or 3 | Rough terrain, mining sites, off-grid locations |
Note: Exact capacity varies based on gravel density, moisture content, and desired final mesh sizes.
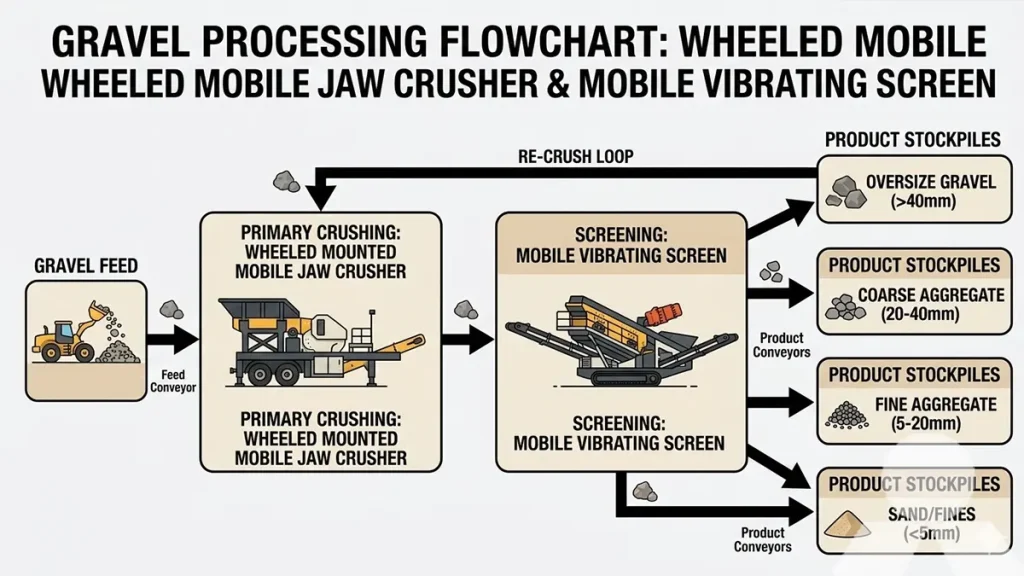
Integration into Gravel Crushing Production Lines
While a mobile vibrating screen for gravel is a powerful standalone unit for sorting natural pit run, it truly excels when integrated into a broader mobile crushing plant. For oversize gravel that needs reduction, the mobile screen can easily be paired with a mobile jaw crusher or mobile cone crusher. The screen can act as a primary scalper to remove fines before crushing, or as a secondary classifier in a closed-circuit loop, ensuring 100% of your product meets strict size specifications.
Frequently Asked Questions (FAQs)
1. What is the production capacity of a mobile vibrating screen for gravel?
Depending on the model and the screen mesh sizes selected, Liming’s mobile screening plants can process anywhere from 50 tons per hour up to 450 tons per hour. The capacity is influenced by the raw gravel’s properties and the feed rate.
2. Can the mobile screen handle wet or sticky gravel?
Yes. For gravel with higher moisture content or mild clay inclusions, we can configure the screen with specialized self-cleaning meshes, polyurethane screens, or adjust the vibration frequency and angle to prevent blinding and ensure continuous material flow.
3. How do I maintain a mobile vibrating screen?
Maintenance is straightforward. Daily checks should include inspecting the screen meshes for wear or holes, greasing the bearings according to the manual, and ensuring conveyor belts are properly tensioned. Because our machines are designed for easy access, replacing screen media can be done quickly on-site to minimize downtime.
Conclusion
In today’s competitive aggregate market, efficiency and adaptability are the keys to profitability. A mobile vibrating screen for gravel empowers you to process materials at the source, cut down on transport expenses, and deliver high-quality, perfectly sized aggregates to your clients on demand. Liming Heavy Industry’s equipment is engineered to deliver reliable performance, day in and day out, no matter where your project is located.